

Blog
Slitter Rewinder for PE Battery Separator
PE battery separator, also known as ultra high molecular weight polyethylene(UHMWPE) separator, is permeable for ions and prevent the physical contact of cathode and anode from each other to avoid a short-circuit in Lead storage battery. Compare to other materials, PE separator has many advantages in puncture resistance, flexibility, oxidation resistance, low acid displacement, ability to be folded and sealed etc. LEAP has rich experience in designing and manufacturing a variety of non-standard slitter rewinders for PE battery separator production lines.
Manufacturing process of PE separator
The main raw materials include UHMW-PE, silica, oil and various additives such as carbon black, lubricants, wetting agents, etc. The mixture is extruded at high temperature and form an oil-filled sheet by a die. It’s calendered to a desired thickness with a certain rib pattern. Next the oil is extracted from the sheet with an organic solvent, then pass the sheet through a dryer and hot air oven to remove the solvent and leave behind a porous structure. Finally, cut the sheet by a slitter rewinder to form rolls of microporous PE separators which is proper for battery designs from customers.
Cutting process for PE battery separator
PE Separator cutting machine should be designed for rolls with large unwinding and rewinding diameter(approx. 1000mm), and the width of roll material is approx. between 600mm to 1100mm. Different from regular core size, PE separator slitting machines provide the paper core with larger size of 10 inches for jumbo rolls.
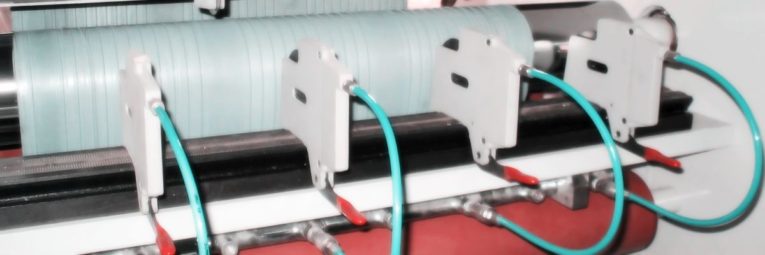
Crush or score cutting is commonly used as slitting method, rotating blades are used to pressed against a hardened roller, and force is applied via a pneumatic powered knife to penetrate a round blade through materials. The calendering process may lead to uneven thickness and deformation issues on PE sheet, which will cause differences in radius for each roll after slitting process, these variables at each roll should be also considered in designing tension control system of slitter rewinder.
Customized design for slitter and rewinder machine
In the slitting process of battery separator, the paper core is reusable and the service life of paper core is greatly related to the final cost. Therefore, the PE separator slitters can’t use conical chucks which are easy to destroy the paper core. Instead, plate type air shafts are frequently applied to reduce the damage to the core.
Generally, we need to splice two pieces of PE separators together with adhesive tape, and the splice place must be processed in the follow-up procedure. Ultrasonic welding equipment mounted on slitting machine can be utilized to join the battery separators neatly at the ends so that they make one continuous piece and can be directly used.
The edge of battery separator is not the proper detection position for web guides since it’s ragged. The ribs formed on separator is longitudinal and regular, but they have the same colour and property as the PE sheets, and common sensors can’t detect it. Leap can design and manufacture slitting and rewinding machines integrating web guiding system which can detect the ribs on separators.
In winding process, each roll has independent winder drive and rewind at respective speed and tension which is proper for each diameter of roll. The winding tension is controlled by PLC and corrected by the variables of tension curve. Besides, winding swing equipment can be equipped on slitter rewinder machines to stagger the winding webs, which is beneficial to protect rib pattern and increase the winding length of PE battery separators.
Recent Posts
-
 Overview of UHMWPE Separato... September 20, 2024
Overview of UHMWPE Separato... September 20, 2024 -
 Overview of PVC Slitter Rew... July 2, 2024
Overview of PVC Slitter Rew... July 2, 2024 -
 Overview of Pre-coated Film... April 25, 2024
Overview of Pre-coated Film... April 25, 2024 -
 Overview of stretch film sl... March 11, 2024
Overview of stretch film sl... March 11, 2024 -
 Application of BOPP Tape Sl... November 29, 2023
Application of BOPP Tape Sl... November 29, 2023
Contact Info
Xiongzhou Street, Liuhe District, Nanjing City, 211511, China
Phone: 86 025 86555699Email: info@film-slitter.com
Recent Posts
-
Overview of UHMWPE Separato... September 20, 2024
-
Overview of PVC Slitter Rew... July 2, 2024
-
Overview of Pre-coated Film... April 25, 2024
-
Overview of stretch film sl... March 11, 2024
-
Application of BOPP Tape Sl... November 29, 2023